
工作機械でかなり重要!軸受面の『ささばきさげ』とは?
きさげ加工は知っていても、
“ささばきさげ” って何?って方結構多いのではないでしょうか?
『ささばきさげ』とは、
『ささっぱ』という工具を使って曲面に施す『きさげ加工』の事を言います。

どんな作業なのか?ご説明しましょう!
目次
『ささばきさげ』とは
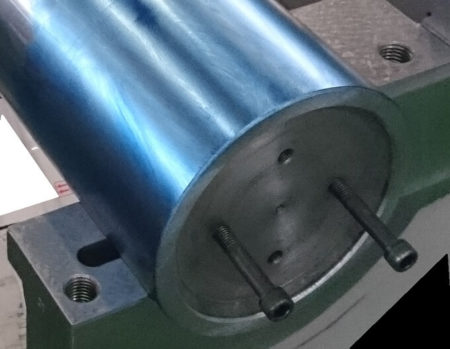
主に軸受(スピンドルなどの軸を受けるための台・それを押さえつけるための蓋)など、
『曲面』に施す『きさげ加工』です。
こういう物を『割メタル』とも言います。
※スピンドルとは『精密高精度』『摩耗が少ない』回転軸の事
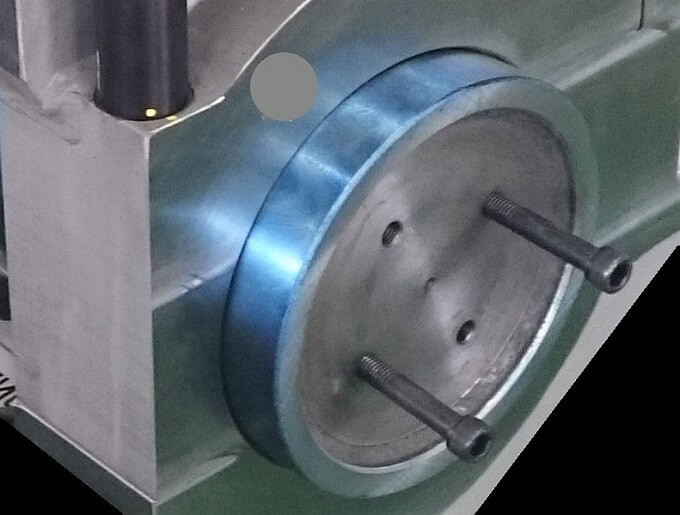
軸受に『ささばきさげ』を行うためには、
『心出し軸』と呼ばれる円筒状の基準軸を使います。
『心出し軸』を基準に『軸受け』『軸受の蓋』のアタリを付けたり、
軸となる物(保持する物)を押さえつける強さを調節します。
『ささばきさげ』作業手順
『ささばきさげ』の前に以下の工程があります。
- 『軸受け』『蓋』の合わせ面を『きさげ加工』で摺り合わせする
- 『軸受け』『蓋』を組み合わせる
- 『マシニング』という機械で『ボーリング加工』する(『軸受け』で保持する物の数値より、○○μ小さめに加工)
小さめに加工する理由は、『軸受け』で保持する物を押さえつけるためです。
軸受の当たり確認
『心出し軸』にブリューペースト等の青色顔料を塗り、
『軸受け』には『光明丹』を塗りアタリを確認する。
ボーリング加工しても、熱変動(加工中の熱で物質にヒズミが出る)などにより、
なかなか綺麗な真円にはなっていません。
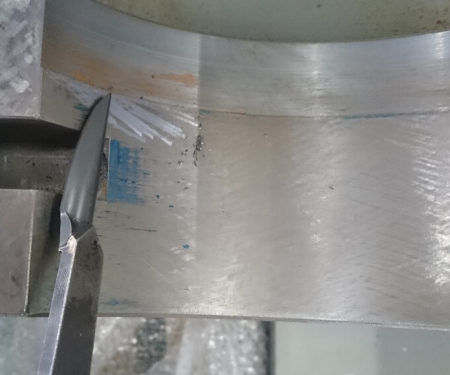
アタリを増やし、きさげ面を仕上げる

小さめに仕上がっているため、アタリが上の方にあるのが分かると思います。
これを『ささばきさげ』で削り、アタリを広げていきます。
完成面
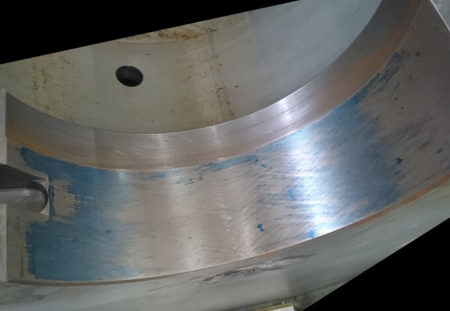
写真からも分かるように、
軸受のアタリが円筒状に2カ所当たっていて、真ん中の面は当たりがありません。
これは保持する物を安定して受けるために、
『軸受のアタリを2カ所』『蓋のアタリも2カ所』
合計4カ所のアタリで軸を抱き込む感じにします。
こうする事で軸を安定して保持する事ができる様になります。
押さえる強さの調整をする
軸受のアタリを確認したら、
保持する物を押さえつける強さを、蓋のアタリを付けつつ調整します。
押さえの強さ
■【押さえが強い】
保持する物がスピンドルの場合、中のベアリングに圧力がかかる。
スピンドル回転中に発熱現象を起こし、スピンドルの寿命を短くする原因にもなります。
■【押さえが弱い】
軸受の中で保持する物がスリップ(空回り)する現象を起こします。
強過ぎず、弱過ぎず、最適な押さえ強さを見つける事がとても重要です。
調整方法
- 押さえが強い場合・・・蓋のささばきさげ面を削り落とす
- 押さえが弱い場合・・・軸受と蓋の合わせ面を削り落とす
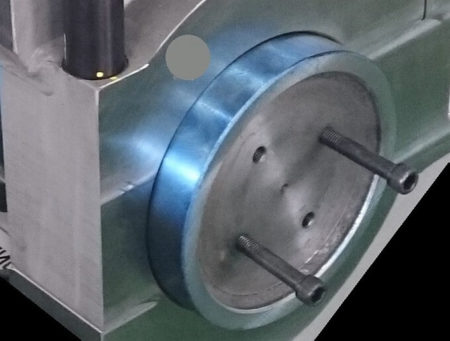
■【強さ加減の確認方法】
一番確実なの方法は、
- 『心出し軸』側面に『鉄パイプ』などを引掛けられる様にする。
- 蓋の取り付けボルトを締めながら『鉄パイプ』で『心出し軸』を回す
蓋の締め付けボルトを締めて、どれだけの力で『心出し軸』を回せればOKなのかは、
『軸受け』や『使い方』によって違うので、
これで良いという事は言えません。
その物によって感覚を掴むしか無いのです。
腕の感覚だけが頼りなので、なかなか熟練の技術が必要になってきます。
『ダイヤルゲージ』で、軸受の蓋を計り、
「蓋のボルトを締め込んだ時の数値を見る」という方法もありますが、
数値に誤差が出るので、あまりあてになりません。
最後に
今回ご紹介した『ささばきさげ』は、
スピンドルなどの軸を受け、しっかり保持するためにとても大切な技術です。
色々な経験・応用が必要になってくるので、
かなり高度な技術です。







